Usługi CNC · Małopolska · Śląsk · Podkarpacie
Frezowanie i toczenie CNC - precyzyjna obróbka skrawaniem
Wieloosiowa obróbka skrawaniem detali z metalu i tworzyw inżynieryjnych. Frezowanie 3-osiowe i wieloosiowe, toczenie CNC z napędzanymi narzędziami, tolerancje do ułamków milimetra. Realizujemy zarówno prototypy jednostkowe, jak i powtarzalne serie produkcyjne.
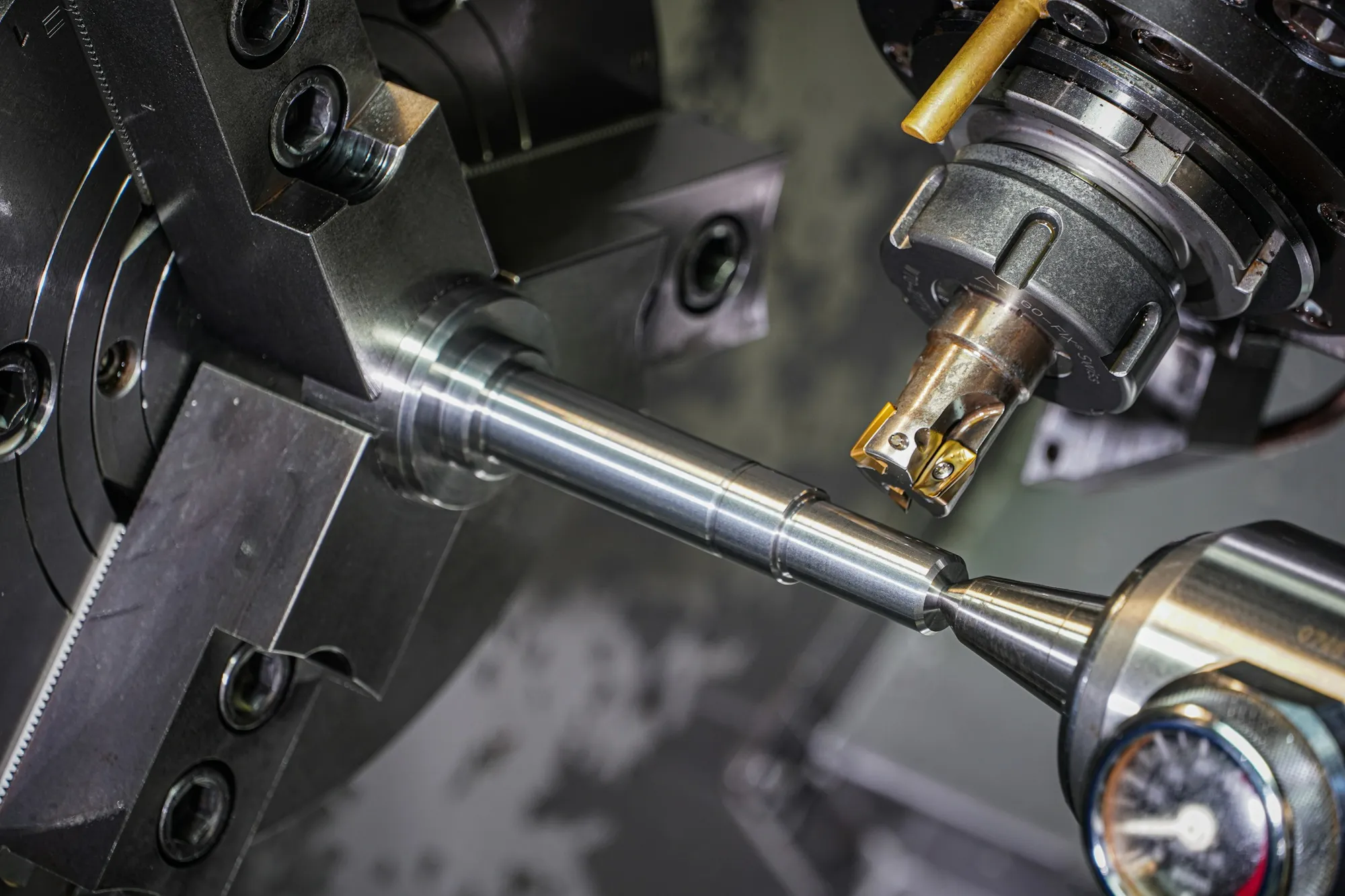
Obróbka skrawaniem (frezowanie i toczenie) to fundament precyzyjnej produkcji mechanicznej. W odróżnieniu od cięcia laserowego czy gięcia, gdzie operujemy na blachach płaskich, skrawanie pozwala wytwarzać detale przestrzenne z pełnego materiału (bryły, walce, pręty) z dokładnością nieosiągalną dla innych technologii. To metoda dla detali, gdzie liczy się idealne pasowanie, gładkość powierzchni i powtarzalność wymiarowa w klasach IT6-IT9.
Frezowanie polega na usuwaniu naddatku materiału obrotowym narzędziem (frezem) - głowica porusza się względem detalu w kilku osiach jednocześnie. Toczenie odwrotnie: detal obraca się w uchwycie tokarki, a narzędzie skrawające zdejmuje warstwy materiału. Obie technologie często łączymy w jednym zleceniu - np. wałek wykonany na tokarce trafia na frezarkę by wyfrezować poprzeczne otwory lub rowki klinowe.
W naszym zakładzie obsługujemy zarówno standardowe gatunki konstrukcyjne (S235, S355), jak i materiały wymagające specjalistycznych narzędzi i parametrów: stale nierdzewne 1.4301/1.4404, aluminium z grupy EN AW (5754, 6082, 7075), miedź, mosiądz, oraz tworzywa inżynieryjne (POM-C, PA6G, PEEK). Każdy materiał wymaga innych parametrów skrawania - prędkości obrotowej, posuwu, głębokości i typu chłodziwa.
Parametry techniczne
Frezowanie
Wieloosiowe CNC
Toczenie
CNC z nap. narzędziami
Tolerancja standard
ISO 2768-mK
Tolerancja wąska
do ±0.01 mm
Chropowatość Ra
do 0.8 µm
Max wymiar frezowanie
~1000 × 600 × 500 mm
Max średnica toczenie
~300 mm
Max długość toczenie
~1000 mm
Proces obróbki skrawaniem
Każdy detal zaczynamy od dokładnej analizy dokumentacji 2D/3D - pod kątem wykonalności, tolerancji i wyboru właściwej technologii. Programowanie CAM, dobór narzędzi, parametrów chłodzenia i sekwencji operacji wykonujemy w naszym dziale technologicznym.
Materiały do obróbki skrawaniem
Obrabiamy szeroką gamę metali i tworzyw inżynieryjnych. Tytan, inconel oraz inne stopy specjalne realizujemy po indywidualnej weryfikacji wykonalności.
| Materiał | Zakres / grubość | Uwagi techniczne |
|---|---|---|
| Stal konstrukcyjna (S235, S355, 1.0570) | bryły do 500 mm | Standardowe stale, świetna obrabialność, niska cena materiału |
| Stal narzędziowa (1.2080, NC10, X155CrVMo12) | bryły do 300 mm | Wymaga ostrych narzędzi i obniżonych parametrów; hartowanie zewnętrzne po obróbce |
| Stal nierdzewna (1.4301 / 304) | bryły do 300 mm | Materiał o ograniczonej obrabialności, wymaga ostrych narzędzi i dobrego chłodzenia |
| Stal kwasoodporna (1.4404 / 316L) | bryły do 250 mm | Dla przemysłu spożywczego, chemicznego i farmaceutycznego |
| Aluminium (EN AW-5754, 6082) | bryły do 500 mm | Standardowe stopy konstrukcyjne, świetna obrabialność, lekki |
| Aluminium lotnicze (EN AW-7075) | bryły do 300 mm | Wyższa wytrzymałość, częsty wybór dla aerospace i sportowych konstrukcji |
| Mosiądz (CW614N, CW508L) | bryły do 200 mm | Bardzo dobra obrabialność, połysk, materiały dekoracyjne i armaturowe |
| Miedź (M1E) | bryły do 200 mm | Materiał miękki, wymaga ostrych narzędzi, elementy elektryczne i termiczne |
| Tworzywa inżynieryjne (POM-C, PA6G, PEEK) | bryły do 300 mm | Łożyska ślizgowe, prowadnice, elementy izolacyjne, wkładki |
Typowe zastosowania i branże
Realizujemy zlecenia dla firm z różnych sektorów przemysłu. Poniżej najczęstsze branże klientów i przykładowe rodzaje zleceń.
Maszynowy i automatyka
Korpusy podzespołów, tarcze, wałki, kołnierze, elementy łożyskowane, tuleje, zaślepki, mocowania.
Motoryzacja (aftermarket)
Adaptery silnikowe, mocowania zawieszenia, dystanse aluminiowe, kostki przyłączeniowe.
Pneumatyka i hydraulika
Korpusy zaworów, łączniki, redukcje, pierścienie dystansowe, gniazda uszczelnień O-ring.
Aerospace (Tier 2/3)
Wsporniki aluminiowe, mocowania nieodpowiedzialne, prototypy z 6082 i 7075.
Energetyka i elektrotechnika
Korpusy aluminiowe rozdzielnic, elementy chłodzenia, mocowania transformatorów, izolatory z tworzyw.
Spożywka i procesy
Wsporniki kwasoodporne, korpusy zaworów, tłoki sanitarne, łączniki z atestem dla kontaktu z żywnością.
Wskazówki dla konstruktorów (DFM)
Kilka praktycznych zasad projektowania pod produkcję, które przyspieszają wycenę i obniżają koszt detalu.
Minimalny promień wewnętrzny w kącie wynosi orientacyjnie 1.5 × średnica frezu - projektując ostry narożnik wewnętrzny, wymuszasz frez ø1 mm, który łatwo łamie się i podnosi koszt.
Głębokie otwory (głębokość >5× średnica) wymagają specjalnych wierteł i obniżonej prędkości - zwiększają czas obróbki nawet 3×. Jeśli to możliwe, projektuj otwory płytkie lub stopniowane.
Tolerancje krytyczne podawaj jasno na rysunku - nie wymuszaj wąskiej tolerancji na wszystkich wymiarach, podnosi to koszt o 30-50%. Standard ISO 2768-mK wystarczy w 80% przypadków.
Dla detali toczonych projektuj jak najmniej operacji „w drugiej bazie” - każde przekładanie detalu w uchwyt to dodatkowy błąd i czas.
Ostre krawędzie zewnętrzne są tańsze niż fazowanie - jeśli detal nie wymaga fazy, zostaw ostrą krawędź (po obróbce odkostrzymy ją ręcznie).
Dla seryjnej produkcji rozważ użycie półfabrykatu zbliżonego do finalnej geometrii - np. wałek tokarki zamiast bryły frezowania. Redukuje czas pracy maszyny o 60-80%.
Kontrola jakości i dokumentacja
Każde zlecenie kończy się weryfikacją zgodności z dokumentacją techniczną. Dla zleceń krytycznych przygotowujemy pełną dokumentację procesową.
Każdy nowy detal sprawdzamy wymiarowo na pierwszym wyprodukowanym egzemplarzu - pomiar suwmiarką, mikromierzem lub przyrządem czujnikowym.
Dla zleceń krytycznych protokół pomiarowy zawiera wymiary kluczowe, tolerancje rzeczywiste i wartości chropowatości Ra.
Dla seryjnych zleceń wymiary kontrolujemy losowo zgodnie z planem kontroli - np. co 50 lub 100 sztuk z zapisem do dokumentacji.
Wystawiamy atest 3.1 materiału (na życzenie) oraz protokół z faktycznymi wymiarami dla detali wymagających pełnej certyfikacji wymiarowej.
Najczęściej zadawane pytania
Odpowiedzi na kluczowe pytania techniczne dotyczące tej usługi.
Jakie tolerancje wymiarowe osiągacie standardowo?
Jakie materiały obrabiacie?
Realizujecie zarówno prototypy, jak i serie?
Jakie formaty plików przyjmujecie?
Czy obrabiacie detale po wcześniejszym hartowaniu?
Jak długo trwa typowe zlecenie frezowania CNC?
Czy wystawiacie protokół pomiarowy?
Usługi komplementarne
Realizujemy kompletny cykl produkcyjny pod jednym dachem. Po obróbce detali wykonujemy dalsze etapy bez przekazywania zlecenia na zewnątrz.
Projektowanie CAD i druk 3D
Przygotowanie dokumentacji 2D/3D, DFM i prototypów drukowanych 3D przed obróbką skrawaniem.
Zobacz ofertęSpawanie konstrukcji
Łączenie detali frezowanych z elementami giętymi i ciętymi w gotowe konstrukcje.
Zobacz ofertęMalowanie proszkowe
Wykończenie detali po obróbce powłoką proszkową - z odpowiednim maskowaniem gwintów i otworów.
Zobacz ofertęObsługiwane lokalizacje
Realizujemy zlecenia dla firm z południowej i centralnej Polski. Sprawdź szczegóły oferty w Twoim regionie.
Wycena projektu w 24 godziny.
Opisz swój projekt lub wyślij dokumentację na biuro@anntech.pl. Skontaktujemy się z wyceną i propozycją realizacji.
Wycena w 24h
Bezpłatna wycena po otrzymaniu dokumentacji lub opisu projektu